
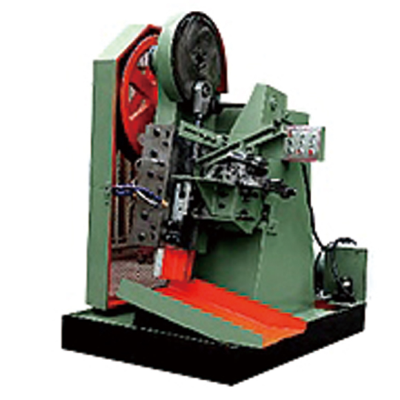


一模二冲打头机为冷镦设备,功能为打孔机一型二打孔机制品,主要是为了螺纹制品的头部成形,其工作原理是线材的调整、放线、切断、向主模具的进给、一打孔机初锻、二打孔机成形材料的退出。其工作一口气完成,每一分钟生产能力可达200粒左右,是目前技术比较先进的产品。
一模二冲打头机打头机可镦锻各种金属材料:普钢、碳钢、不锈钢、铜、铝、合金钢等材料,用途广泛。(不锈钢、合金钢等材料,可用加温器加热到调节温度,方能镦锻。)
一模二冲打头机打头机可制造普通自攻螺钉,电器螺丝,微型螺丝,内外六角螺栓,鑽尾螺丝,纤维板螺钉等常用产品,如加装阳模顶出装置(PKO)还可镦制其它非标异型五金产品。
一模二冲打头机打头机调试
一、准备工作 根据《品质管理工作图》至模具室和原材料仓库领取相应的模具及线材,注意顶针及冲针标记,线材的材质 1、关闭3号或4号模具气阀(图十七),拆下冲模(有后冲针时同时拆下),主模、剪刀、剪底擦拭干净后放放模具盒,同时将剪料1号、2号、3号、4号(图二十四)放入模具盒,以备下次调机参考。
2、安装剪刀、剪底 ①、选择剪刀、剪底(图一),剪底比需剪断线材大0.05—0.08MM,剪刀比剪底大0.05MM ②置入剪底,将剪底定位螺丝置后(图十六),装入剪底 ○3安装剪刀且锁紧,调整剪底定位螺丝让剪底顶到剪刀,让剪底定位螺丝后退一点,使剪刀与剪底有自然空隙约0.1MM ○4松开剪刀,先用端面平齐细顶针调试再用线材调试直到线材可以在剪刀与剪底间能自由出入。 ○5调直线材使线材表面无伤痕 ○5、(1)调直轮,松开调直轮固定螺丝,插入线材调整 ○5、(2)压线轮根据所制螺丝使用线材线径选择合适压线轮(图十一) 压线轮槽宽要线径稍大,调整气压,(8MM以下及球化线材压力为1KG~1.5KG,SUS线材为0.2KG,(8MM以上线材压力为2.0KG,
3、调整进料长度和挡料杆(图十三、十四、十五) 根据《品质工作管制图》所示产品尺寸估算所需线材用料长度,先调整拉料长调至比所需料长3~8MM,再选择合适挡料杆,(估算用料长度时要从需要线材最短线估算,以免撞坏模具)装配主模、冲模 装配前需关闭主模具气阀, 在装配应扳动离合器,并使机器处于正常停机位置 安装模具前先装主模,锁紧固定螺丝后将主模后通顶臂上方螺丝松动退后,扳动机台离合器到主模顶杆与后通顶臂上螺杆最近,调整螺杆使其最接近主模顶杆,保证后通顶臂上螺杆与主模顶杆有微小间隙可以自由转动约0.1MM,再次扳动离合器到合理位置用细顶针调试各主模所需长度,主模内长度需比螺丝杆长长0.5MM左右.
